外観検査の画像処理とは?
ー安定しない検査ラインの原因と設計による安定化ー
1. 外観検査ラインが安定しない原因とは?
多くのラインで起きるのは、「昨日まで動いていたロジックが、突然不安定になる」という現象です。
このとき、まず疑われるのは閾値やフィルタ設定ですが、実際に崩れているのは、設定値ではなく設計前提です。

2. 食品ラインの外観検査:分布が動く設計になっていないか
例えば焼き色検査。
炉温が±5℃変動するラインでは、輝度値平均が数ポイント単位で平行移動することがあります。
この状態で固定閾値二値化を行うと、良品と不良の分布が重なり、ロット切替時に誤判定率が急上昇します。
問題は閾値ではなく“絶対値で評価する設計”になっていることです。
輝度オフセットが想定内で動くなら、局所コントラストや正規化指標に変えるだけで安定性は大きく変わります。
つまり、「どの指標なら分布変動に強いか」を設計段階で決めているかどうかが分岐点です。
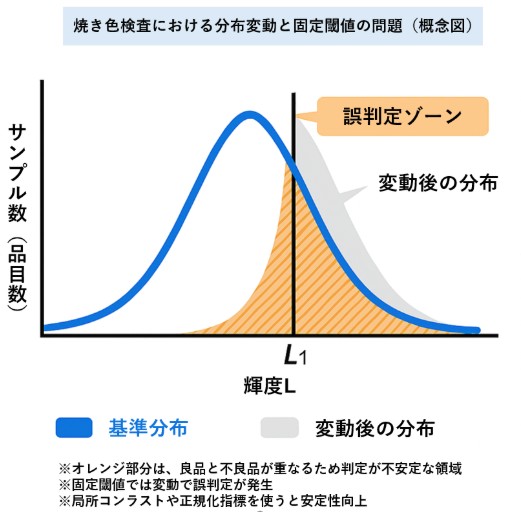
※図は概念図であり、実測値ではありません。
まずはお気軽にお問い合わせください。
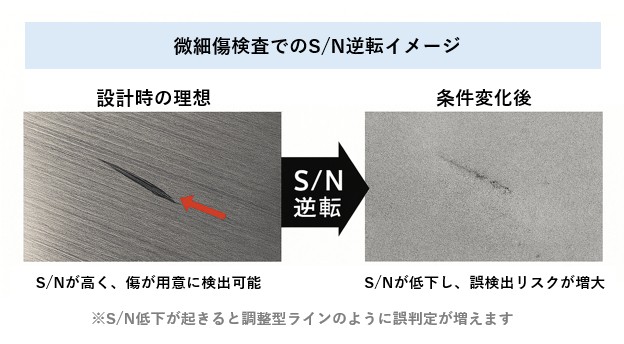
お問い合わせはこちら3. 自動車部品ラインの外観検査:S/Nが逆転していないか
微細傷や凹み検査では、斜光でコントラストを稼ぐ設計が多く使われます。
設計時には十分だったS/Nが、次の条件変化で崩れることがあります。
・照明角度が±2〜3°ずれる
・LED光量が経時で数%低下する
・面粗さがロットで微妙に変わる
すると、傷コントラストは減衰する一方で、面粗さノイズは残り、S/Nが逆転します。
ここで閾値だけを触ると、検出率と誤検出率のトレードオフに陥ります。
本質はアルゴリズムではなく、信号強調設計とノイズ帯域の分離設計にあります。

4. 調整型ラインから、設計型ラインへ:外観検査を安定化させる考え方
不安定なラインの特徴は共通しています。
・崩れるたびに閾値を調整する
・調整履歴が増えていく
・しかし再発する
安定しているラインは逆です。
・入力分布を把握している
・想定変動幅を定義している
・指標の感度を管理している
安定とは、値を固定することではありません。
変動下でも誤判定率が管理範囲に収まること。
そのためには、調整ではなく“前提条件の再設計”が必要です。
5. まとめ
安定とは、設定値を固定することではなく、変動を前提に設計を組み立てることです。
もしラインが繰り返し崩れているなら、閾値ではなく前提条件から整理する必要があります。
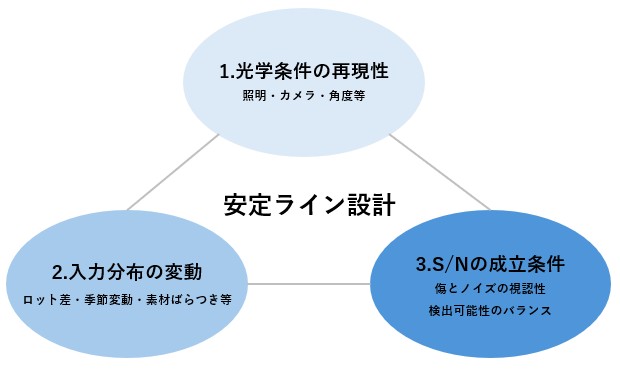
私たちは、アルゴリズムの調整から入るのではなく、
1.光学条件の再現性
2.分布の動き
3.S/Nの成立条件
を一緒に確認するところから始めます。
その上で最適な設計を組み立てていきます。
その上で最適な設計を組み立てていきます。
外観検査の安定化は“設定”ではなく“設計”の問題です。
シーマイクロは、その設計を一緒に考えるパートナーでありたいと考えています。
※ 本記事は一般的な検査設計の考え方を示したものです。
実際の検査性能は、ワーク特性、搬送条件、照明構成、装置仕様など複数の要因により変動します。
個別条件に合わせた最適化についてはご相談ください。